Ալյումինի արտամղում

Ալյումինի արտամղումը՝ էքստրուզիան արդյունաբերական ձևավորման գործընթաց է մշտական հատումով՝ երկար ալյումինե պրոֆիլների արտադրության համար: Ալյումինե գլանաձև ձողերը տաքացվում և սեղմվում են մեկ կամ մի քանի անցքերով ձողերի միջով՝ հատումով պրոֆիլ ստանալու համար: Պրոֆիլներն առավել հաճախ արտադրվում են ուղղակի ալյումինի արտամղման միջոցով: Յուրաքանչյուր աշխատանքային մաս, նախքան բեռնելը, տաքացվում է մինչև 375°C-ից մինչև 500°C ջերմաստիճան՝ կախված այն համաձուլվածքից, որից պատրաստված է աշխատանքային մասը: Անցքի ձևն է որոշում ալյումինե արտամղված պրոֆիլի ձևը: Ալյումինե պրոֆիլների էքստրուզիայի գործընթացը շարունակվում է այնքան ժամանակ, մինչև մշակման մասի 10-15%-ը մնա տարայի մեջ: Մնացածն ուղարկվում է թափոն՝ վերահալման: Ալյումինե արտամղված պրոֆիլների ընդհանուր երկարությունը կարող է լինել 40 մետր կամ ավելի:
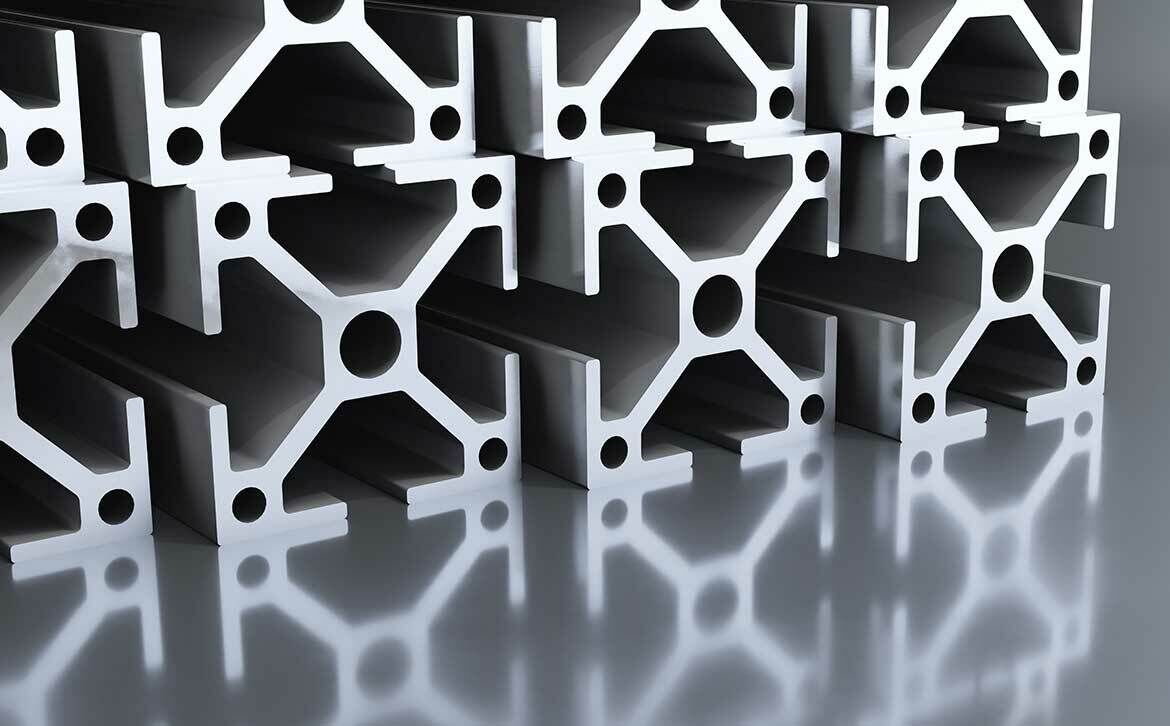
Ալյումինե պրոֆիլների արտամղում
Ալյումինի պրոֆիլների արտամղումը գործընթաց է, որն իրենից ներկայացնում է մետաղական ալյումինե նյութը որոշակի հատումով մխոցի միջով մղելը: Ալյումինե պրոֆիլները նույն տեսքն ունեն, ինչ մոտավորապես նույն հաստությամբ ալյումինե մատրիցայի բացվածքը։ Ալյումինե էքստրուզիոն պրոֆիլներն օգտագործվում են մի շարք ոլորտներում՝ ներառյալ էլեկտրոնիկա, ավտոմոբիլային, հասարակական տրանսպորտ (կցանքներ և մեքենաները, տրանսպորտային միջոցներ, որոնց համար նույնպես կարող են օգտագործվել ալյումինե պրոֆիլներ), կամուրջների տախտակամածները, վերականգնվող էներգիան և հեռահաղորդակցությունը, ի թիվս այլ կիրառությունների, սակայն առավելապես՝ արդյունաբերությունը։ Ալյումինե պրոֆիլների ջերմամշակումը տեխնոլոգիական մյուս փուլն է, երբ համաձուլվածքը ստանում է նոր հատկություններ: Տարբեր ջերմաստիճաններով ու ժամկետներում կատարվում է նաև ալյումինե պրոֆիլների հնեցում, որի ժամանակ ավելանում է նյութի կարծրությունը:
Ալյումինե պրոֆիլների ձևավորում
Ինչու՞ արտադրություն էքստրուզիայի միջոցով: Այս հարցի պատասխանը, անշուշտ, դիզայներների երևակայության, ձուլողների տաղանդի և գիտության լույսի ներքո է: Ալյումինե պրոֆիլների ձևավորումը ճիշտ կատարելուց հետո ալյումինե էքստրուզիոն պրոֆիլների արտամղման համար պահանջվող ուժը նվազում է, նյութը նույն արագությամբ հոսում է կաղապարի յուրաքանչյուր հատվածում և կաղապարի հետևանքով առաջացած արտամղման սխալները վերացվում են: Այն ենթադրում է որոշակի էներգախնայողություն նաև աշխատուժի և հումքի ու նախագծման համար: Ալյումինե պրոֆիլների էքստրուզիայի տեխնոլոգիայի մեջ կաղապարի արտադրության արժեքը շատ ավելի խնայող է, քան մետաղի կամ պոլիմերային արտադրության այլ մեթոդներում օգտագործվող կաղապարի արտադրության ծախսերը: